药芯焊丝的制造过程是什么 药芯焊丝优缺点有哪些?
药芯焊丝的制造过程
药芯焊丝的制造过程控制非常严谨,由于熔填金属来自钢片皮材及焊剂所含的成份,制造前尺寸与化学成份均需详细核对以确保品质。

由于焊材内部空间受到限制,焊剂颗粒的大小愈显得重要,颗粒间形成类似鸟巢般结合在一起,焊剂成份元素不均匀。
绝大部分的药芯焊丝均由一扁平金属薄片长条逐段经过滚卷成U型断面,粒状焊剂填充于U型金属槽中然后再经最后的密封滚卷步骤,将焊剂紧紧的滚压在管形焊丝内
卷成管形的焊丝再经过一连串抽拉动作成为最后需要的丝径,此抽拉的动作也可以使填充的焊剂均匀的固定在焊丝皮材内。
制造/生产过程中如何不使焊丝内因管制不良而造成部分线材形成中空(没有焊剂)是药芯焊丝生产品质的关键。另外线材表面亦需光滑平顺且清洁否则将影响送丝的顺畅及焊接电流的传迅。焊丝包装成卷或成桶以避免线材相互纠缠或折损,通常成卷丝材均以塑胶套包封后并放置干燥剂使避免材料受潮,包封后的材料再放入硬纸盒内送出。
在母材较厚时断面多为对接(BUTT)方式且焊剂量较少,绝大多数的碳钢及低合金钢,丝径在2.8mm及以下均为此种形状断面,类如不锈钢等高合金且丝径较大时,丝材内需较大的空间包容焊剂与合金元素断面形状则多成叠接或心形(LAP及HEART SHAPED)接头。
药芯焊丝优缺点
⑴优点:
1)对各种钢材的焊接,适应性强 调整焊剂的成分和比例极为方便和容易,可以提供所要求的焊缝化学成分。
2)工艺性能好,焊缝成形美观 采用气渣联合保护,获得良好成形。加入稳弧剂使电弧稳定,熔滴过渡均匀。
3)熔敷速度快,生产效率高 在相同焊接电流下药芯焊丝的电流密度大,熔化速度快,其熔敷率约为85%-90%,生产率比焊条电弧焊高约3-5倍。
4)可用较大焊接电流进行全位置焊接。
⑵缺点
1)焊丝制造过程复杂
2)焊接时,送丝较实心焊丝困难
3)焊丝外表容易锈蚀,粉剂易吸潮,因此对药芯焊丝保存一管理的要求更为严格
-
 飞机引擎和发动机的区别是什么?飞机引擎为什么不装防护网?|焦点 飞机引擎和发动机的区别是什么?引擎和发动机本质没有区别,引擎是英
飞机引擎和发动机的区别是什么?飞机引擎为什么不装防护网?|焦点 飞机引擎和发动机的区别是什么?引擎和发动机本质没有区别,引擎是英 -
 大梅沙门票多少?大梅沙在深圳哪个区? 大梅沙门票多少?平日票价格 大梅沙公园平日票价格为80元 人。儿童(
大梅沙门票多少?大梅沙在深圳哪个区? 大梅沙门票多少?平日票价格 大梅沙公园平日票价格为80元 人。儿童( -
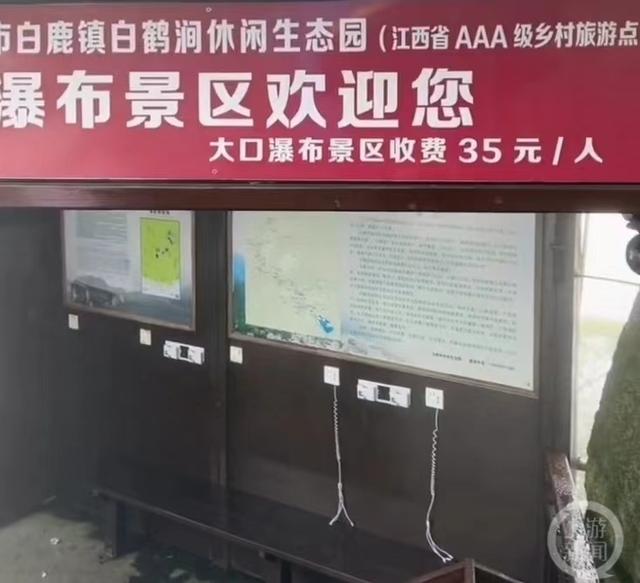 世界即时看!庐山景区门票160元,看瀑布还要35元?网友:这才是庐山真面目 近日,有游客吐槽称,花160元买了江西庐山景区门票,结果看瀑布时还要
世界即时看!庐山景区门票160元,看瀑布还要35元?网友:这才是庐山真面目 近日,有游客吐槽称,花160元买了江西庐山景区门票,结果看瀑布时还要 -
 什么是股票回购?公司回购的股份如何处理? 头条 什么是股票回购?指的是股票发行的上市公司用自己的钱去购买自己公司
什么是股票回购?公司回购的股份如何处理? 头条 什么是股票回购?指的是股票发行的上市公司用自己的钱去购买自己公司 -
 世界快看点丨Mac语音备忘录文件怎么导出?Mac播客怎么设置刷新时间? Mac语音备忘录文件怎么导出?1、进入Mac的语音备忘录2、录制你想导出
世界快看点丨Mac语音备忘录文件怎么导出?Mac播客怎么设置刷新时间? Mac语音备忘录文件怎么导出?1、进入Mac的语音备忘录2、录制你想导出 -
 测试外包存在的价值是什么?测试外包的优点有哪些? 测试外包存在的价值是什么?许多软件研发团队知道系统质量保证和软件
测试外包存在的价值是什么?测试外包的优点有哪些? 测试外包存在的价值是什么?许多软件研发团队知道系统质量保证和软件
-
 购买私募基金需要什么条件?私募基金的模式是什么? 一、购买私募基金需要什么条件购买私募基金需要以下条件:1 具备相应风险识别能力和风险承担能力;2 投资于单只私募基金的金额不低于100万元
购买私募基金需要什么条件?私募基金的模式是什么? 一、购买私募基金需要什么条件购买私募基金需要以下条件:1 具备相应风险识别能力和风险承担能力;2 投资于单只私募基金的金额不低于100万元 -
 只要在交易日的交易时间之内都是可以进行基金赎回操作的吗? 一、基金的赎回时间是几点基金的赎回时间是交易时间,只要在交易日的交易时间之内都是可以进行基金赎回操作的。通常情况下,基金的交易时间
只要在交易日的交易时间之内都是可以进行基金赎回操作的吗? 一、基金的赎回时间是几点基金的赎回时间是交易时间,只要在交易日的交易时间之内都是可以进行基金赎回操作的。通常情况下,基金的交易时间 -
 重要信息披露违规触及的立案标准是什么?信息披露违法行为有哪些? 一、重要信息披露违规触及的立案标准是什么1 造成股东、债权人或者其他人,直接经济损失数额累计在五十万元以上的;2 虚增或者虚减资产,达
重要信息披露违规触及的立案标准是什么?信息披露违法行为有哪些? 一、重要信息披露违规触及的立案标准是什么1 造成股东、债权人或者其他人,直接经济损失数额累计在五十万元以上的;2 虚增或者虚减资产,达 -
 可以公示催告的票据有哪些?票据的债权债务关系的种类有哪些? 一、可以公示催告的票据有哪些可以公示催告的票据只要是一般票据都可以申请公示催告。但填明现金字样的银行汇票、银行本票和用于支取现金的
可以公示催告的票据有哪些?票据的债权债务关系的种类有哪些? 一、可以公示催告的票据有哪些可以公示催告的票据只要是一般票据都可以申请公示催告。但填明现金字样的银行汇票、银行本票和用于支取现金的 -
 承兑汇票怎么去银行兑现?银行承兑汇票提示付款期限为几个月? 一、承兑汇票怎么去银行兑现承兑汇票如下去银行兑现:1 申请。申请人需要准备未到期、合法有效的汇票、身份证复印件、贴现业务申请等文件和
承兑汇票怎么去银行兑现?银行承兑汇票提示付款期限为几个月? 一、承兑汇票怎么去银行兑现承兑汇票如下去银行兑现:1 申请。申请人需要准备未到期、合法有效的汇票、身份证复印件、贴现业务申请等文件和 -
 世界观速讯丨病毒性肝炎有什么症状?病毒性肝炎分为几类? 严格意义上病毒性肝炎仅仅指嗜肝病毒感染导致的肝脏损伤,比如甲肝
世界观速讯丨病毒性肝炎有什么症状?病毒性肝炎分为几类? 严格意义上病毒性肝炎仅仅指嗜肝病毒感染导致的肝脏损伤,比如甲肝 -
 空白支票什么意思?空白支票与空头支票的区别是什么? 一、空白支票什么意思空白支票是指存款人向银行领用的支票用纸,尚未由发票人签发的支票。这种空白的支票用纸,未经签发不生效力。空白支票
空白支票什么意思?空白支票与空头支票的区别是什么? 一、空白支票什么意思空白支票是指存款人向银行领用的支票用纸,尚未由发票人签发的支票。这种空白的支票用纸,未经签发不生效力。空白支票 -
 天天新资讯:法国队姆巴佩有多高?姆巴佩帽子戏法的真正含义是什么? 法国队姆巴佩有多高?姆巴佩身高是178cm。法国足球界的新星,姆巴佩
天天新资讯:法国队姆巴佩有多高?姆巴佩帽子戏法的真正含义是什么? 法国队姆巴佩有多高?姆巴佩身高是178cm。法国足球界的新星,姆巴佩 -
 每日关注!人民币加息什么意思(人民币加息对经济有何影响) 人民币加息什么意思(人民币加息对经济有何影响),一起来了解下吧。
每日关注!人民币加息什么意思(人民币加息对经济有何影响) 人民币加息什么意思(人民币加息对经济有何影响),一起来了解下吧。 -
 公积金贷款先扣哪里的钱?夫妻公积金贷款先扣谁的? 公积金贷款先扣哪里的钱先扣公积金账户里面的钱,公积金贷款之后办
公积金贷款先扣哪里的钱?夫妻公积金贷款先扣谁的? 公积金贷款先扣哪里的钱先扣公积金账户里面的钱,公积金贷款之后办 -
 公司发票怎么报销?公司发票的类型有哪些? 一、公司发票怎么报销公司发票如下报销:1 开具发票,取得合法凭证;2 粘贴原始凭证;3 依照原始凭证发生的交易时间分类详细填写报销单,并编
公司发票怎么报销?公司发票的类型有哪些? 一、公司发票怎么报销公司发票如下报销:1 开具发票,取得合法凭证;2 粘贴原始凭证;3 依照原始凭证发生的交易时间分类详细填写报销单,并编 -
 买入看跌期权什么意思?如何购买看涨期权? 买入看跌期权什么意思?买入看跌期权是指购买者支付权利金,获得以特
买入看跌期权什么意思?如何购买看涨期权? 买入看跌期权什么意思?买入看跌期权是指购买者支付权利金,获得以特 -
 票据行为有哪四种?票据的债权债务关系的种类有哪些? 一、票据行为有哪四种票据行为有的四种:出票、背书、承兑、保证。1 出票:出票是指出票人签发票据并将其交付给收款人的票据行为,包括签发
票据行为有哪四种?票据的债权债务关系的种类有哪些? 一、票据行为有哪四种票据行为有的四种:出票、背书、承兑、保证。1 出票:出票是指出票人签发票据并将其交付给收款人的票据行为,包括签发 -
 外汇核销什么意思?没有按时核销外汇怎么办? 当前快报 外汇核销什么意思?外汇核销分全额核销和差额核销,一般来料加工企业
外汇核销什么意思?没有按时核销外汇怎么办? 当前快报 外汇核销什么意思?外汇核销分全额核销和差额核销,一般来料加工企业 -
 玩迷你世界会变傻吗?迷你世界是一款什么游戏? 独家焦点 玩迷你世界会变傻吗?1、玩迷你世界是不会变傻的,反而还能开发孩子
玩迷你世界会变傻吗?迷你世界是一款什么游戏? 独家焦点 玩迷你世界会变傻吗?1、玩迷你世界是不会变傻的,反而还能开发孩子 -
 提前还款要注意什么呢?提前还贷要注意什么? 热头条 哪些人不适合提前还款?如果你是资金短缺、经济能力比较有限的购房
提前还款要注意什么呢?提前还贷要注意什么? 热头条 哪些人不适合提前还款?如果你是资金短缺、经济能力比较有限的购房 -
 新消息丨天蝎座有多大胆 什么事情都敢于去尝试下? 白羊座:第五,信心满满白羊座胆子还是挺不错的,至少他们在做很多
新消息丨天蝎座有多大胆 什么事情都敢于去尝试下? 白羊座:第五,信心满满白羊座胆子还是挺不错的,至少他们在做很多 -
 我到底适不适合提前还贷? 房贷等额本金和等额本息的区别是什么? 房贷等额本金和等额本息的区别是什么?1、等额本息法(1)等额本息
我到底适不适合提前还贷? 房贷等额本金和等额本息的区别是什么? 房贷等额本金和等额本息的区别是什么?1、等额本息法(1)等额本息 -
 世界热讯:新债中一签能赚多少?中签的新债什么时候可以卖? 新债中一签能赚多少?新债中签后投资者在债券上市首日即可选择抛售:
世界热讯:新债中一签能赚多少?中签的新债什么时候可以卖? 新债中一签能赚多少?新债中签后投资者在债券上市首日即可选择抛售: -
 肝炎患者哪种酶会升高?肝炎有什么症状? 患了肝炎的病人在肝炎发作时转氨酶会升高,转氨酶指谷丙转氨酶和谷
肝炎患者哪种酶会升高?肝炎有什么症状? 患了肝炎的病人在肝炎发作时转氨酶会升高,转氨酶指谷丙转氨酶和谷 -
 火车票改签票要扣多少手续费?火车票改签可以改几次? 一、火车票改签票要扣多少手续费火车票改签手续费是对新车票票价高于或低于原车票的部分补收或退还差额。开车前48小时以上改签火车票扣差额
火车票改签票要扣多少手续费?火车票改签可以改几次? 一、火车票改签票要扣多少手续费火车票改签手续费是对新车票票价高于或低于原车票的部分补收或退还差额。开车前48小时以上改签火车票扣差额 -
 脐带血应用频率上升,我们普通人是否应该储存? 2023年5月19至21日,由中国妇幼保健协会主办、广东省妇幼保健协会和中国妇幼保健协会脐带血应用专业委员会承办的第十届全国脐带血大会在广
脐带血应用频率上升,我们普通人是否应该储存? 2023年5月19至21日,由中国妇幼保健协会主办、广东省妇幼保健协会和中国妇幼保健协会脐带血应用专业委员会承办的第十届全国脐带血大会在广 -
 微速讯:吃头孢后多久不能喝酒?吃头孢不能吃什么? 服用头孢类抗生素期间及停药7-10天,都应注意不要饮酒,因为头孢类
微速讯:吃头孢后多久不能喝酒?吃头孢不能吃什么? 服用头孢类抗生素期间及停药7-10天,都应注意不要饮酒,因为头孢类 -
 世界今头条!itools耳机是什么牌子?itools和爱思的区别是什么? itools耳机是什么牌子?iTools 是一家中国软件品牌的产品,是iTunes
世界今头条!itools耳机是什么牌子?itools和爱思的区别是什么? itools耳机是什么牌子?iTools 是一家中国软件品牌的产品,是iTunes -
 河南仙佑:质量第一,信誉至上,打造放心产品 仙佑集团了解到,近日,随着人们对中医养生的关注度不断提高,膏药
河南仙佑:质量第一,信誉至上,打造放心产品 仙佑集团了解到,近日,随着人们对中医养生的关注度不断提高,膏药 -
 天天观速讯丨我科研人员鉴定到绿豆6个重要碱胁迫响应基因 (资料图片仅供参考)盐碱胁迫是影响绿豆生长、造成绿豆减产的主要限
天天观速讯丨我科研人员鉴定到绿豆6个重要碱胁迫响应基因 (资料图片仅供参考)盐碱胁迫是影响绿豆生长、造成绿豆减产的主要限 -
 Win11最近一个月卡爆了!CPU占用高元凶终于找到:微软认错 (资料图片)6月23日讯,很多时候遇到电脑卡顿,通常与CPU、内存或者
Win11最近一个月卡爆了!CPU占用高元凶终于找到:微软认错 (资料图片)6月23日讯,很多时候遇到电脑卡顿,通常与CPU、内存或者 - 药芯焊丝的制造过程是什么 药芯焊丝优缺点有哪些? 药芯焊丝的制造过程药芯焊丝的制造过程控制非常严谨,由于熔填金属
-
 【全球热闻】企业微信收费标准一年多少钱?企业微信怎么注册? 企业用企业微信要钱吗用企业微信这个词有点宽泛。我把它分成两部分:
【全球热闻】企业微信收费标准一年多少钱?企业微信怎么注册? 企业用企业微信要钱吗用企业微信这个词有点宽泛。我把它分成两部分: -
 天天关注:directx12支持的显卡有什么?directx12是什么? directx12支持的显卡有什么?1、NVIDIA:开普勒、费米、麦克斯韦架构
天天关注:directx12支持的显卡有什么?directx12是什么? directx12支持的显卡有什么?1、NVIDIA:开普勒、费米、麦克斯韦架构 -
 火车退票钱多久能到账?如何办理火车票退票? 一、火车退票钱多久能到账火车退票钱到账的时间具体如下:目前,乘客在网上办理改签差额或退款成功后,一般是一周内退款到账,退款返回到当
火车退票钱多久能到账?如何办理火车票退票? 一、火车退票钱多久能到账火车退票钱到账的时间具体如下:目前,乘客在网上办理改签差额或退款成功后,一般是一周内退款到账,退款返回到当 -
 每日消息!封门山在哪里?封门村旅游要门票吗? 封门山在哪里黔南布依族苗族自治州福泉市地址(在哪里):封门山位于黔
每日消息!封门山在哪里?封门村旅游要门票吗? 封门山在哪里黔南布依族苗族自治州福泉市地址(在哪里):封门山位于黔 -
 让膏药代加工服务更高效 仙佑医药建立质量控制体系 全球关注 仙佑集团了解到,近日,随着人们对中医养生的关注度不断提高,膏药
让膏药代加工服务更高效 仙佑医药建立质量控制体系 全球关注 仙佑集团了解到,近日,随着人们对中医养生的关注度不断提高,膏药 -
 速讯:美国进口关税是多少(进口关税可以抵扣吗) 美国进口关税是多少(进口关税可以抵扣吗),一起来了解下吧。美国进
速讯:美国进口关税是多少(进口关税可以抵扣吗) 美国进口关税是多少(进口关税可以抵扣吗),一起来了解下吧。美国进 -
 存款保险50万是指一家银行吗?是否所有银行都有50万保险?-速递 存款保险50万是指一家银行吗不是。存款保险50万并不是指一家银行,
存款保险50万是指一家银行吗?是否所有银行都有50万保险?-速递 存款保险50万是指一家银行吗不是。存款保险50万并不是指一家银行, -
 邮政银行异地取款要手续费吗?邮政银行异地取款手续费怎么收取? 邮政银行异地取款要手续费吗:邮政银行异地取钱,如果是同行是不收
邮政银行异地取款要手续费吗?邮政银行异地取款手续费怎么收取? 邮政银行异地取款要手续费吗:邮政银行异地取钱,如果是同行是不收 -
 哈兰德正式加盟曼城的会费是多少?哈兰德是哪个国家的? 每日消息 哈兰德正式加盟曼城的会费是多少?转会费7500万欧元。由于哈兰德在欧
哈兰德正式加盟曼城的会费是多少?哈兰德是哪个国家的? 每日消息 哈兰德正式加盟曼城的会费是多少?转会费7500万欧元。由于哈兰德在欧 -
 桐木是什么木材?桐木和杉木板材哪个好? 桐木是什么木材?桐木,中药名。为玄参科泡桐属植物泡桐Paulownia f
桐木是什么木材?桐木和杉木板材哪个好? 桐木是什么木材?桐木,中药名。为玄参科泡桐属植物泡桐Paulownia f -
 全球快资讯:电脑怎么设置自动登录 微信自动登录电脑怎么设置? 电脑怎么设置自动登录?方法一、1、打开魔方优化大师,找到优化设置
全球快资讯:电脑怎么设置自动登录 微信自动登录电脑怎么设置? 电脑怎么设置自动登录?方法一、1、打开魔方优化大师,找到优化设置 -
 汇票到期日是什么意思?汇票和本票的区别在于什么? 一、汇票到期日是什么意思汇票到期日是意思是汇票到期日即汇票付款日,是指汇票上记载的付款人应当履行付款义务的日期。1 如果汇票使用实际
汇票到期日是什么意思?汇票和本票的区别在于什么? 一、汇票到期日是什么意思汇票到期日是意思是汇票到期日即汇票付款日,是指汇票上记载的付款人应当履行付款义务的日期。1 如果汇票使用实际 -
 全球消息!内马尔转会到巴萨的时间是什么时候?大巴黎队内球员的月薪是多少? 内马尔转会到巴萨的时间是什么时候?内马尔2013年夏天转会到巴萨。内
全球消息!内马尔转会到巴萨的时间是什么时候?大巴黎队内球员的月薪是多少? 内马尔转会到巴萨的时间是什么时候?内马尔2013年夏天转会到巴萨。内 - 羽绒服防水面料是什么材质?羽绒服防水面料的优缺点|新视野 羽绒服防水面料是什么材质羽绒服的面料一般是人工合成纤维,尼龙,
-
 全球热资讯!社保基金减持交行是怎么回事?减持是利好还是利空? 社保基金减持交行是怎么回事?日前,交通银行宣布,全国社保基金理事
全球热资讯!社保基金减持交行是怎么回事?减持是利好还是利空? 社保基金减持交行是怎么回事?日前,交通银行宣布,全国社保基金理事 -
 重点聚焦!瘦得只剩下44斤的伍智恒,现在每天只能靠营养液勉强维持生命 你听说过伍智恒吗?她是那位风靡一时的香港模特,拥有傲人身材和天使般
重点聚焦!瘦得只剩下44斤的伍智恒,现在每天只能靠营养液勉强维持生命 你听说过伍智恒吗?她是那位风靡一时的香港模特,拥有傲人身材和天使般 -
 九州一轨科技含量有多高?九州一轨有谁是发明人?_焦点精选 九州一轨科技含量有多高?"九州一轨"是指九州工业大学的一轨技术,它
九州一轨科技含量有多高?九州一轨有谁是发明人?_焦点精选 九州一轨科技含量有多高?"九州一轨"是指九州工业大学的一轨技术,它 -
 优先股的股息率是固定的吗?普通股股息可以抵减所得税吗? 天天速看 优先股的股息率是固定的吗优先股的股息率是固定的,不会因为公司的
优先股的股息率是固定的吗?普通股股息可以抵减所得税吗? 天天速看 优先股的股息率是固定的吗优先股的股息率是固定的,不会因为公司的 -
 B股T+3怎么理解?股票里B和T代表什么 B股T+3怎么理解?B股T+3指的是卖出B股的钱需要T+3日后才能提现到银行
B股T+3怎么理解?股票里B和T代表什么 B股T+3怎么理解?B股T+3指的是卖出B股的钱需要T+3日后才能提现到银行 -
 好奇心强有时候是好事情 有时候也有可能会带来灾难?_每日热门 金牛座:轰轰烈烈金牛座从小就希望自己能够拥有一个轰轰烈烈的人生
好奇心强有时候是好事情 有时候也有可能会带来灾难?_每日热门 金牛座:轰轰烈烈金牛座从小就希望自己能够拥有一个轰轰烈烈的人生 -
 几月份去潮汕旅游最好?潮汕最值得去的地方介绍 几月份去潮汕旅游最好?去潮汕旅游比较适合4-5月和9-10月,这个时候
几月份去潮汕旅游最好?潮汕最值得去的地方介绍 几月份去潮汕旅游最好?去潮汕旅游比较适合4-5月和9-10月,这个时候 -
 长源电力资金流向是什么?长源电力主力控盘怎么样? 最资讯 长源电力资金流向是什么【长源电力(000966)】 今日主力资金流向,
长源电力资金流向是什么?长源电力主力控盘怎么样? 最资讯 长源电力资金流向是什么【长源电力(000966)】 今日主力资金流向,
热门资讯
-
 买股票是买高市盈率还是低市盈率?股票市盈买高还是买低?-世界播资讯 买股票是买高市盈率还是低市盈率?...
买股票是买高市盈率还是低市盈率?股票市盈买高还是买低?-世界播资讯 买股票是买高市盈率还是低市盈率?... - 脐带血应用频率上升,我们普通人是否应该储存? 2023年5月19至21日,由中国妇幼保...
-
 更换第三代社保卡需要什么材料?不换第三代社保卡可以吗? 更换第三代社保卡需要什么材料身份...
更换第三代社保卡需要什么材料?不换第三代社保卡可以吗? 更换第三代社保卡需要什么材料身份... -
 【全球新视野】非自耗真空电弧炉是什么?非自耗真空电弧炉的特点是什么? 非自耗真空电弧炉是什么?真空电弧...
【全球新视野】非自耗真空电弧炉是什么?非自耗真空电弧炉的特点是什么? 非自耗真空电弧炉是什么?真空电弧...
观察
图片新闻
- 天天观速讯丨我科研人员鉴定到绿豆6个重要碱胁迫响应基因 (资料图片仅供参考)盐碱胁迫是影响...
-
 【当前热闻】腰果变质吃了会怎么样?腰果放久了还能吃吗? 腰果变质吃了会怎么样?1、急性胃肠...
【当前热闻】腰果变质吃了会怎么样?腰果放久了还能吃吗? 腰果变质吃了会怎么样?1、急性胃肠... -
 奥迪a3广告曲是什么?奥迪a3便宜真实原因 全球热点 奥迪a3广告曲是什么?奥迪A3广告背...
奥迪a3广告曲是什么?奥迪a3便宜真实原因 全球热点 奥迪a3广告曲是什么?奥迪A3广告背... -
 今日关注:信用卡小额消费影响征信吗?信用卡消费记录会上征信吗? 信用卡小额消费影响征信吗信用卡小...
今日关注:信用卡小额消费影响征信吗?信用卡消费记录会上征信吗? 信用卡小额消费影响征信吗信用卡小...
精彩新闻
-
 信托理财产品在哪里买?资金高中的风险在哪里呢? 今日看点 信托理财产品在哪里买?在通过正规...
信托理财产品在哪里买?资金高中的风险在哪里呢? 今日看点 信托理财产品在哪里买?在通过正规... -
 竹子会一年比一年粗吗?竹子为什么长得快? 天天快播 竹子会一年比一年粗吗?许多树木都...
竹子会一年比一年粗吗?竹子为什么长得快? 天天快播 竹子会一年比一年粗吗?许多树木都... -
 河南仙佑:质量第一,信誉至上,打造放心产品 仙佑集团了解到,近日,随着人们对...
河南仙佑:质量第一,信誉至上,打造放心产品 仙佑集团了解到,近日,随着人们对... -
 哪些时间点不适合提前还款?怎么办理提前还贷? 当前最新 多余的钱就必须要提前还贷吗?专业...
哪些时间点不适合提前还款?怎么办理提前还贷? 当前最新 多余的钱就必须要提前还贷吗?专业... -
 鳌拜的妹妹是什么意思? 网络流行语熬拜是什么意思? 鳌拜的妹妹是什么意思?出自自嘲式...
鳌拜的妹妹是什么意思? 网络流行语熬拜是什么意思? 鳌拜的妹妹是什么意思?出自自嘲式... -
 权益资本成本是什么?权益资本成本和股权资本成本的区别? 天天快报 权益资本成本是指企业通过发行普通...
权益资本成本是什么?权益资本成本和股权资本成本的区别? 天天快报 权益资本成本是指企业通过发行普通... -
 苹果电脑怎么右键 电脑右键点不出来是怎么回事?|天天视讯 苹果电脑怎么右键?一、怎么设置Mac...
苹果电脑怎么右键 电脑右键点不出来是怎么回事?|天天视讯 苹果电脑怎么右键?一、怎么设置Mac... -
 三伏天的气候有什么特点?三伏天风俗是什么? 三伏天的气候有什么特点?三伏天其...
三伏天的气候有什么特点?三伏天风俗是什么? 三伏天的气候有什么特点?三伏天其... -
 【焦点热闻】量子算力与医疗数据首次“握手” 【资料图】记者从安徽省量子计算工...
【焦点热闻】量子算力与医疗数据首次“握手” 【资料图】记者从安徽省量子计算工... -
 改签火车票能改出发地和目的地吗?火车票提前多久改签? 一、改签火车票能改出发地和目的地...
改签火车票能改出发地和目的地吗?火车票提前多久改签? 一、改签火车票能改出发地和目的地... -
 定投基金可以随时加仓吗?基金加仓的方式有哪些 ?|全球观点 基金加仓是指投资者在原有的持仓基...
定投基金可以随时加仓吗?基金加仓的方式有哪些 ?|全球观点 基金加仓是指投资者在原有的持仓基... -
 世界今日讯!有车贷还能贷款买房吗?车贷逾期一天有影响吗? 有车贷还能贷款买房吗?1、申请人必...
世界今日讯!有车贷还能贷款买房吗?车贷逾期一天有影响吗? 有车贷还能贷款买房吗?1、申请人必... -
 用支付宝转账怎么免费?支付宝转账是直接到账吗? 用支付宝转账怎么免费?第一种,直...
用支付宝转账怎么免费?支付宝转账是直接到账吗? 用支付宝转账怎么免费?第一种,直... -
 世界聚焦:偏债基金与债券基金有何区别?新基金好还是老基金好 偏债基金与债券基金有何区别?1、投...
世界聚焦:偏债基金与债券基金有何区别?新基金好还是老基金好 偏债基金与债券基金有何区别?1、投... -
 热消息:iQOO9手机好用吗?iQOO手机是什么品牌? iQOO 9手机好用吗?iQOO 9赛道版...
热消息:iQOO9手机好用吗?iQOO手机是什么品牌? iQOO 9手机好用吗?iQOO 9赛道版... -
 借入资金是什么意思?借入资金有哪些?|世界观察 借入资金含义:1、借入资金是自有...
借入资金是什么意思?借入资金有哪些?|世界观察 借入资金含义:1、借入资金是自有... - 常见焊丝有哪些 63度刀口刃口焊丝介绍 全球时快讯 常见焊丝:SKD11 > 0 5~3 2mm...
-
 海利生物主营业务是什么?海利生物被谁收购了?_环球讯息 海利生物主营业务是什么?上海海利...
海利生物主营业务是什么?海利生物被谁收购了?_环球讯息 海利生物主营业务是什么?上海海利... - 【当前热闻】腰果变质吃了会怎么样?腰果放久了还能吃吗? 腰果变质吃了会怎么样?1、急性胃肠...
-
 坝上草原在哪个城市?坝上草原几月份去最好?_天天滚动 坝上草原在哪个城市河北承德 坝上...
坝上草原在哪个城市?坝上草原几月份去最好?_天天滚动 坝上草原在哪个城市河北承德 坝上... -
 steam上csgo国服开箱子网站有哪些?csgo开箱网站怎么绑定steam?-环球滚动 csgo开箱网站怎么绑定steam?1 如...
steam上csgo国服开箱子网站有哪些?csgo开箱网站怎么绑定steam?-环球滚动 csgo开箱网站怎么绑定steam?1 如... -
 banner是什么意思?banner图和主图有什么区别? banner是什么意思?banner的意思是...
banner是什么意思?banner图和主图有什么区别? banner是什么意思?banner的意思是... -
 保险理财收益高吗?保险理财产品值得买吗? 世界速看 市面上有很多的理财产品,其中就有...
保险理财收益高吗?保险理财产品值得买吗? 世界速看 市面上有很多的理财产品,其中就有... -
 白羊座就是很真诚的人 别人说什么他们就信什么?_天天快播 白羊座:为人真诚现在社会最需要的...
白羊座就是很真诚的人 别人说什么他们就信什么?_天天快播 白羊座:为人真诚现在社会最需要的... - 金牛座也不需要刻意去给自己立人设 天生的热心肠? 白羊座:为人真诚现在社会最需要的...
-
 焦点信息:怎么判断a卡还是n卡?a卡和n卡的区别在哪? 怎么判断a卡还是n卡?如果是绿色标...
焦点信息:怎么判断a卡还是n卡?a卡和n卡的区别在哪? 怎么判断a卡还是n卡?如果是绿色标... -
 北京冬奥会纪念钞发行量多少?奥运钞走红为什么? 北京冬奥会纪念钞发行量多少?中国...
北京冬奥会纪念钞发行量多少?奥运钞走红为什么? 北京冬奥会纪念钞发行量多少?中国... -
 焦点快报!好用的csgo手机开箱网站人数多的有哪些?csgo控制台指令怎么清空? csgo控制台指令怎么清空?csgo控制...
焦点快报!好用的csgo手机开箱网站人数多的有哪些?csgo控制台指令怎么清空? csgo控制台指令怎么清空?csgo控制... -
 汽车票改签需要手续费吗?改签的火车票能退吗? 一、汽车票改签需要手续费吗汽车票...
汽车票改签需要手续费吗?改签的火车票能退吗? 一、汽车票改签需要手续费吗汽车票... - 让膏药代加工服务更高效 仙佑医药建立质量控制体系 仙佑集团了解到,近日,随着人们对...
-
 转氨酶超标怎么办?转氨酶高有什么危害?|环球新资讯 转氨酶升高考虑是因肝损害引起。引...
转氨酶超标怎么办?转氨酶高有什么危害?|环球新资讯 转氨酶升高考虑是因肝损害引起。引... -
 手机打不出汉字是怎么回事 手机繁体字怎么改成简体? 手机打不出汉字是怎么回事?1、输入...
手机打不出汉字是怎么回事 手机繁体字怎么改成简体? 手机打不出汉字是怎么回事?1、输入... -
 纪南言原型是谁?纪南嘉和谁在一起了? 快看 纪南言原型是谁?顾准。《竹马青春...
纪南言原型是谁?纪南嘉和谁在一起了? 快看 纪南言原型是谁?顾准。《竹马青春... -
 观速讯丨返佣是什么意思?返佣超过多少违法? 返佣是什么意思?返佣是指某事物被...
观速讯丨返佣是什么意思?返佣超过多少违法? 返佣是什么意思?返佣是指某事物被... - 世界新消息丨在大多数的人眼中狮子座都非常的高傲 很不好相处? 金牛座:轰轰烈烈金牛座从小就希望...
- 飞机引擎和发动机的区别是什么?飞机引擎为什么不装防护网?|焦点 飞机引擎和发动机的区别是什么?引...
- 高明荷城公园在哪个位置?佛山市高明区的邮政编码是多少? 热推荐 高明荷城公园在哪个位置 荷城公园...
-
 脑溢血手术成功率是多少?得过脑溢血的人有什么后遗症呢? 脑溢血手术成功率是多少?脑出血后...
脑溢血手术成功率是多少?得过脑溢血的人有什么后遗症呢? 脑溢血手术成功率是多少?脑出血后... - 北京冬奥会纪念钞长啥样? 奥运钞为什么会在市场走红? 北京冬奥会纪念钞长啥样?中国人民...
-
 天蝎座也是一个爱操心的命 总害怕自己失误? 当前观点 金牛座:不敢胡来金牛座为人老实,...
天蝎座也是一个爱操心的命 总害怕自己失误? 当前观点 金牛座:不敢胡来金牛座为人老实,... -
 哪些城市养老金做调整?养老金调整具体措施汇总_天天短讯 哪些城市养老金做调整?上调退休人...
哪些城市养老金做调整?养老金调整具体措施汇总_天天短讯 哪些城市养老金做调整?上调退休人... - 今头条!电动车非法改装包括哪些?电动车非法改装罚多少钱? 电动车非法改装包括哪些电动车改装...
-
 拼多多月卡全额补贴是真的吗?拼多多下单全额返是真的吗? 拼多多月卡全额补贴是真的吗?结果...
拼多多月卡全额补贴是真的吗?拼多多下单全额返是真的吗? 拼多多月卡全额补贴是真的吗?结果... -
 天天快消息!什么是血液透析?杨梅怎么洗? 什么是血液透析?血透是把病人的血...
天天快消息!什么是血液透析?杨梅怎么洗? 什么是血液透析?血透是把病人的血... -
 新发基金募集期适合买吗?基金募集期买有什么风险? 新发基金募集期适合买吗?新发基金...
新发基金募集期适合买吗?基金募集期买有什么风险? 新发基金募集期适合买吗?新发基金... -
 基金买完能退吗?基金怎么买才能稳赚不赔? 基金买完能退吗基金买完是可以退的...
基金买完能退吗?基金怎么买才能稳赚不赔? 基金买完能退吗基金买完是可以退的... -
 【独家焦点】手机投屏卡顿怎么解决?手机投屏到电视上怎么操作? 手机投屏卡顿怎么解决?1、手机与投...
【独家焦点】手机投屏卡顿怎么解决?手机投屏到电视上怎么操作? 手机投屏卡顿怎么解决?1、手机与投... -
 房产证抵押贷款的流程有哪些? 按揭房产证要放银行吗? 世界看点 房产证办理贷款有什么要求?房屋的...
房产证抵押贷款的流程有哪些? 按揭房产证要放银行吗? 世界看点 房产证办理贷款有什么要求?房屋的... -
 票据债务人是付款人吗?票据期限怎么计算? 一、票据债务人是付款人吗票据债务...
票据债务人是付款人吗?票据期限怎么计算? 一、票据债务人是付款人吗票据债务... - 更换第三代社保卡需要什么材料?不换第三代社保卡可以吗? 更换第三代社保卡需要什么材料身份...